當(dāng)前位置: 主頁(yè) >> 產(chǎn)品中心 >> 拉伸件 >>
![[field:title /]](/uploads/allimg/210514/1-2105141011010-L.jpg)




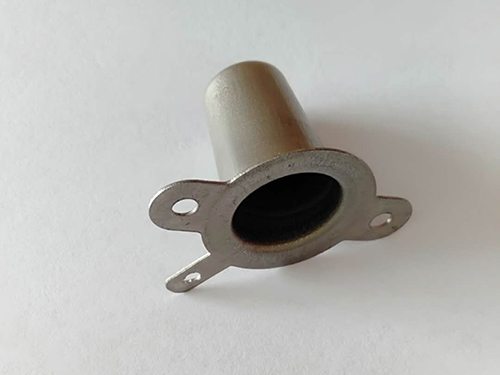
拉伸件加工主要是將金屬或非金屬板料,借助壓力機(jī)的壓力,通過(guò)沖壓模具沖壓加工成形的。拉伸件拉伸件與鑄件、鍛件比擬較,具有薄、輕、勻、且強(qiáng)的長(zhǎng)處。因?yàn)椴捎昧四>?,所以拉伸件的工件精度一般可達(dá)微米級(jí)。拉伸件加工是很重要的。分析拉伸件可以看出其如下特點(diǎn):
1、形狀復(fù)雜,尺寸與形位精度高,多數(shù)料厚t>3mm~12.5mm,為中厚板與厚板精沖件,沖切面平直、光潔,質(zhì)量可與切削加工相媲美。
2、拉伸件輪廓清晰、塌角小,一些孔邊距與孔間距(壁厚)≤t并有壓凸、沉孔、盲孔及輪轂凸緣等成形精沖,尤其模數(shù)很小的漸開(kāi)線(xiàn)、擺線(xiàn)、三角形、矩形、梯形等形狀高精度齒輪精沖件,都是用其他加工工藝難以制造的。
3、都是大批量生產(chǎn)和達(dá)到適度經(jīng)濟(jì)生產(chǎn)規(guī)模的機(jī)電產(chǎn)品零件,包括:汽車(chē)手剎、轎車(chē)、摩托車(chē)等產(chǎn)品精沖件,均由原材料一模成品件,不再切削加工。
4、拉伸件的沖切面因冷作硬化效應(yīng),其表面硬度、強(qiáng)度大幅提高,耐摩擦性能和耐候性,用作運(yùn)動(dòng)面、摩擦面的齒輪齒廓、軸套等精沖件,其壽命會(huì)因此而提高。
拉伸件加工定制時(shí)易出現(xiàn)的現(xiàn)象:
破裂原因: 解決方法:
1、 壓邊力大 減小外滑塊壓力
2、 凹??诨蚶罱顖A角半徑太小 加大圓角半徑
3、 拉深筋位置布置不當(dāng)或間隙a太小 調(diào)整拉深筋數(shù)量、位置或間隙
4、 壓面料粗糙度不夠 降低表面粗糙度
5、 凹模與凸模間隙過(guò)小 調(diào)整間隙
6、 潤(rùn)滑不足 潤(rùn)滑條件(可加適當(dāng)薄膜)
7、 毛坯放偏 正確定位, 時(shí)可預(yù)彎曲
8、 毛坯尺寸太大 減小毛坯尺寸
9、 毛坯質(zhì)量不合格 換材料
10 、局部形狀變形條件不好 加工藝切口或改變拉深筋局部形狀
起皺原因:
1 、壓邊力不夠 調(diào)整滑塊螺母,加大壓邊力
2 、壓面料里松外緊 修磨壓料面,消除里松外緊
3 、凹??趫A角半徑太大 減小圓角半徑
4 、拉深筋太少或布置不當(dāng) 增加數(shù)量或改變位置
5 、潤(rùn)滑油太多或潤(rùn)滑位置不當(dāng) 適當(dāng)減少潤(rùn)滑
6 、毛坯尺寸太小 加大尺寸
7 、毛坯料過(guò)軟 改材料
8 、毛坯定位不準(zhǔn) 定位
有鼓膜現(xiàn)象原因:
1 、壓邊力不夠 加大壓邊力
2 、拉深筋太少或位置不當(dāng) 增加數(shù)量或改變位置
3 、毛坯扭曲,拉深時(shí)受力不勻 將毛坯面滾壓壓平
裝修線(xiàn)不清或壓雙印原因:
1 、凸模下行程不夠 調(diào)節(jié)或換大噸壓力
2 、凸凹模不同心,間隙不勻 將材料滾壓平整
3 、毛坯與凸模有相對(duì)運(yùn)動(dòng) 調(diào)整進(jìn)料阻力,改變沖壓方向
產(chǎn)品系列